

دستگاه های اره نواری جزو ملزوماتی هستند که امکان کار همزمان بر روی چند قطعه را فراهم می آورند؛ نکته مهم این است که برای برش همزمان چندین قطعه، نیاز به چیدمان صحیحی وجود دارد، بر همین اساس نکات لازم در رابطه با این کار در ادامه بیان شده اند. رعایت نکات در چینش، از آسیب دیدگی قطعه و همینطور دستگاه جلوگیری می کند و حفاظت کاملی را نیز از تیغ اره به وجود می آورد.
چیدمان قطعه کار در دستگاه اره نواری
در ادامه برخی از شکل های رایج چیدمان قطعات در دستگاه ارائه شده اند که هر یک دارای مزایا و معایب و همینطور کاربردهای خاصی هستند.
نحوه چیدمان سپری، ناودانی و تیرآهن در دستگاه اره نواری

در این تصویر نحوه چیدمان صحیح سپری، ناودانی، و تیرآهن در دستگاه اره نواری قابل مشاهده و بررسی است؛ چیدمان مشخص شده در تصویر باعث تقسیم فشار مناسب به دندانه های تیغ اره نواری خواهد شد. بدین ترتیب می توان این چیدمان ها را جزو ایمن ترین حالات معرفی کرد.
نحوه چیدمان نبشی، ناودانی و چهار پهلو (پروفیل) در دستگاه اره نواری

چیدمان های نبشی، ناودانی و پروفیل چهار پهلو را به شکل چیدمان بالا قرار می دهند، در نتیجه این چیدمان باعث تقسیم فشار مناسب به دندانه های تغ اره نواری خواهد شد.
نکته: در چیدمان های چند تایی انتخاب دندانه با توجه به حداکثر سطح درگیر دندانه تیغ اره نواری محاسبه می شود.
نحوه چیدمان لوله و میلگرد در دستگاه اره نواری
در صورت استفاده از این روش چیدمان، برای برش زدن یک یا دو لوله در کنار هم مشکل خاصی نخواهید داشت و می توانید بدون مهار قطعه کار را با دستگاه های مربوطه برش بزنید؛ اما اگر تعداد لوله و میلگرد شما از دو عدد بیشتر شود باید از دستگاه های اره نواری بندیل بر که دارای جک بندیل هستند استفاده نمایید.
نکته: برای مهار کامل لوله و میلگرد ها بهتر است از خال جوش یا تسمه برای مهار انتهای قطعه کار استفاده کنید.
نکته: در صورتی که برش های بندل شما کم باشد نیازی به تهیه دستگاه اره نواری بندیل بر ندارید و می توانید با طراحی یک فیکسچر در دستگاه اره نواری چیدمان های گرد خود را ایجاد نمایید.
چه فلزاتی را می توان با تیغ اره نواری M42 برش زد؟
پرمصرف ترین و پرکاربرد ترین تیغ اره نواری، تیغ اره نواری بی متال M42 می باشد؛ تیغ اره های نواری M42 می توانند بازه گسترده ای از فلزات آهنی و غیر آهنی را برش بزنند.
معرفی انواع تیغ اره های نواری بی متال M42
تیغ اره های نواری بی متال M42 دارای جنس بدنه فولاد فنر و جنس نوک دندانه فولاد تند بر (HSS M42 – ۱٫۳۲۴۷) می باشند، سختی نوک دندانه های تیغ اره نواری M42 بطور معمول ۶۸ راکول سی (۶۸HRc.) با میزان تقریبی ۴% کروم می باشد، تیغ اره های نواری M42 می توانند انواع متریال با سختی HRc. 45~50 را برش بزنند.
انواع زاویه دندانه تیغ اره نواریM42
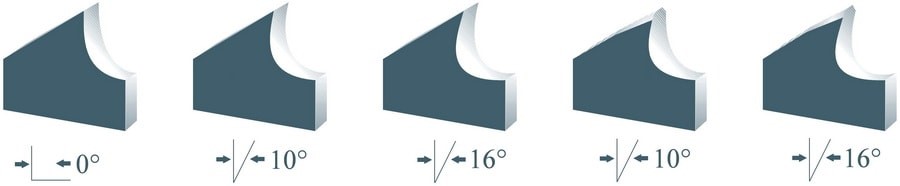
زاویه °۰ درجه
کمترین زاویه دندانه تیغ اره نواری زاویه °۰ درجه می باشد، حجم براده برداری در این زاویه دندانه بسیار کم است، از این رو مناسب برای برش انواع لوله و پروفیل با گوشت کار کم و فولاد های غیر آلیاژی و فولاد های آلیاژی سبک (کم آلیاژ) با سطح مقطع کوچک و متوسط به شمار می رود.
زاویه دندانه °۶ درجه
معمولاً تیغ اره های نواری پروفیل بر دارای زاویه دندانه °۶ درجه هستند، تیغ اره های نواری پروفیل بر علاوه بر زاویه دندانه °۶ درجه دارای طراحی ویژه برای عملکرد بهتر در برش لوله و پروفیل هستند.
زاویه دندانه °۱۰ درجه
پر مصرف ترین زاویه دندانه تیغ اره نواری برای برش مقاطع توپر زاویه °۱۰ درجه می باشد، براده برداری و نفوذ پذیری تیغ اره های نواری با زاویه دندانه °۱۰ درجه بسیار عالی است؛ تیغ اره نواری M42 با زاویه °۱۰ درجه می تواند طیف وسیعی از فولادهای آلیاژی با سطح مقطع کوچک، متوسط و بزرگ را برش بزند.
زاویه دندانه °۱۶ درجه
بیشترین حمل براده و نفوذ پذیری در بین تیغ اره نواری، تیغ اره نواری با زاویه دندانه °۱۶ درجه می باشد، از تیغ اره های نواری M42 با زاویه دندانه °۱۶ درجه می توان برای برش انواع فولادهای آلیاژی سخت با سطح مقطع بزرگ، انواع لوله صنعتی با گوشت کار بالا استفاده نمود.
زاویه دندانه °۱۰ درجه از پشت تیز شده
دندانه های از پشت تیز شده می توانند باعث بهبود عملکرد براده برداری و افزایش نفوذ پذیری در فولاد شوند، به همین خاطر است که از تیغ اره های نواری با زاویه دندانه °۱۰ درجه از پشت تیز شده برای برش انواع فولاد های آلیاژی و سوپر آلیاژی با سطح مقطع متوسط و بزرگ استفاده شود.
زاویه دندانه °۱۶ درجه از پشت تیز شده
پر قدرت ترین دندانه بین دندانه های تیغ اره نواری M42 به شمار می رود و قابلیت برش انواع فولاد آلیاژی و سوپر آلیاژی نظیر فولاد با پایه نیکل، کروم و تیتانیوم و دیگر فولاد های مشابه را دارا می باشد.
نکته: برای نتیجه بهتر باید از دستگاه های اره نواری ستونی استفاده شود.
انواع تیپ دندانه تیغ اره نواری M42
دندانه ثابت
از این تیپ دندانه بیشتر برای برش فلزات غیر آهنی و رنگی نظیر آلومینیوم، مس، برنج و … در دستگاه های اره نواری عمود بر استفاده می شود، ثابت بودن دندانه توانایی تیزکاری مجدد تیغ اره نواری را آسان تر می کند.
دندانه متغییر
پرکاربرد ترین تیپ دندانه تیغ اره های نواری، دندانه متغیر می باشد؛ دندانه های متغیر علاوه بر اینکه می توانند بازه برشی وسیع تری را برش بزنند، هنگام برش ارتعاش بسیار کمتر و طبعاً صدای برش کمتری نسبت به تیغ اره های نواری با دندانه ثابت دارند.
انواع چپ و راستی تیغ اره نواری بی متال M42
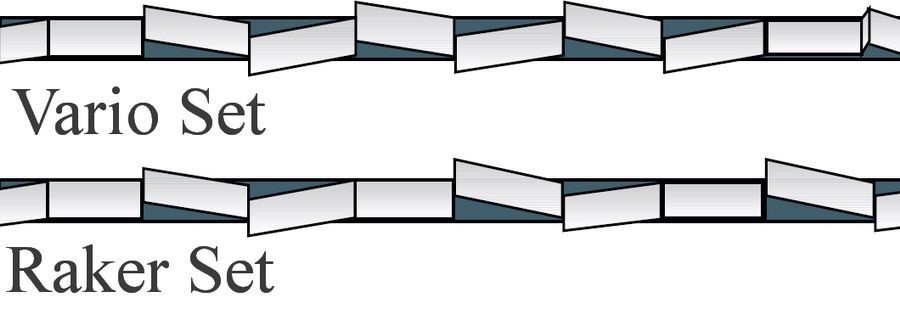
Vario Set
محبوب ترین و پر مصرف ترین چپ و راستی دندانه تیغ اره نواری Vario Set می باشد، در این چیدمان بطور معمول دو یا سه بار چپ و راستی تکرار شده و یک دندانه به صورت مستقیم قرار گرفته شده است. این تیپ دندانه برای برش طیف وسیعی از فولاد های مورد استفاده قرار می گیرد.
Raker Set
در این تیپ دندانه یک دندانه به سمت چپ و یک دندانه به سمت راست تمایل داشته و دندانه سوم به صورت مستقیم قرار گرفته شده است، از این تیپ دندانه برای برش فولاد های آلیاژی و سوپر آلیاژی بسیار سخت استفاده می شود.
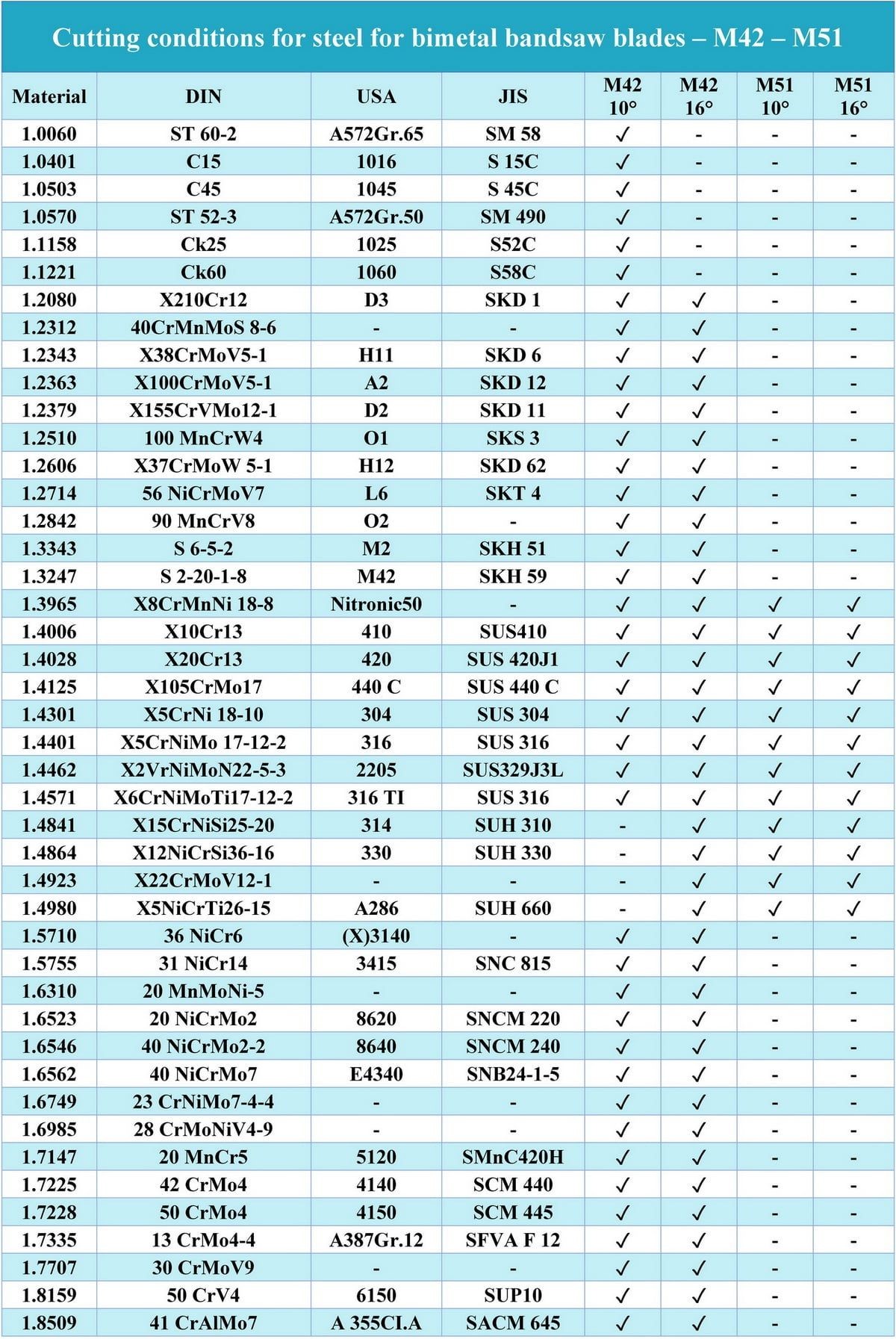
متریال های پیشنهادی برای برش با تیغ اره نواری M42
همانطور که مشاهده کردید تیغ اره های نواری بی متال M42 دارای تنوع بسیار زیادی هستند و در مدل های مختلفی تولید می شوند.
فولاد های قابل برش توسط تیغ اره نواری M42
- انواع فولاد های ساختمانی نظیر تیر آهن، نبشی، ناودانی و …
- انواع لوله فولادی
- فولاد های خوش تراش (اتومات)
- فولاد های با قابلیت عملیات حرارتی (VCN – MO40 – CK45)
- فولاد های فنر (Spring Steel)
- فلزات رنگین نظیر مس، برنج، برنز، آلومینیوم و …
- فولاد های با کشش درونی کمتر از ۱۴۰۰N/ mm2
- متریال های پیشنهادی در جدول زیر برای تیغ اره های نواری اصلی ( آلمانی ) می باشد.
کاور تیغ اره نواری
بطور معمول تیغ اره های نواری در رول های ۵۰، ۷۰ و ۱۰۰ متری بدون کاور توسط شرکت های سازنده تولید می شوند؛ برای محافظت از دندانه ها، حمل و نقل آسان و ایمن باید بر روی دندانه های تیغ اره نواری از کاور استفاده نمود.
جنس نوک دندانه تیغ اره های نواری
جنس بدنه تیغ اره نواری از فولاد فنر و جنس نوک دندانه های تیغ اره نواری از فولاد تند بر یا به اصطلاح (HSS) ساخته می شود؛ خصوصیت مثبت و اصلی فولاد های تند بر قابلیت برشکاری فلزات سخت و خصوصیت منفی آن ترد و شکننده بودن می باشد.
جنس کاور تیغ اره های نواری
بهترین متریال برای ساخت کاور تیغ اره های نواری PVC می باشد، اما از متریال پلاستیک نیز می توان برای ساخت کاور تیغ اره های نواری نیز استفاده نمود.
نحوه کاور کردن دندانه های تیغ اره نواری
روش اول سریعترین و بهترین روش برای کاور کردن دندانه های تیغ اره نواری می باشد در این روش از دستگاه کاور کش برقی دستگاه اره نواری استفاده می شود، در دستگاه های کاور کش برقی ابتدا باید تیغ اره نواری را در دستگاه جایگذاری نمایید و چند سانت از تیغ اره را بصورت دستی کاور نمایید و بقیه عملیات کشیدن کاور بصورت اتوماتیک توسط دستگاه انجام می شود.
روش دوم استفاده از دستگاه کاور کش دستی می باش؛ در این روش تیغ اره نواری در دستگاه جایگذاری شده و تمام مراحل کاورکشی با استفاده از نیروی اپراتور انجام می پذیرد.
هزینه کاور کردن تیغ اره نواری
تمامی تیغ اره های نواری سفارش گذاری شده در مجموعه کیان صنعت به صورت نوار زده شده و حلقه کوچک قابل حمل در اختیار مشتریان قرار می گیرند.
بسیار ممنون از اطلاعاتی که داخل سایتتون قرار میدین